











Mã QR

Về chúng tôi
Các sản phẩm
Liên hệ chúng tôi

Điện thoại

Số fax
+86-579-87223657

E-mail

Địa chỉ
Đường Wangda, phố Ziyang, huyện Wuyi, thành phố Kim Hoa, tỉnh Chiết Giang, Trung Quốc


Giới thiệu
SiC vượt trội hơn Si trong nhiều ứng dụng nhờ các đặc tính điện tử vượt trội như độ ổn định nhiệt độ cao, vùng cấm rộng, cường độ điện trường đánh thủng cao và độ dẫn nhiệt cao. Ngày nay, sự sẵn có của hệ thống lực kéo xe điện đang được cải thiện đáng kể do tốc độ chuyển mạch cao hơn, nhiệt độ hoạt động cao hơn và khả năng chịu nhiệt thấp hơn của bóng bán dẫn hiệu ứng trường bán dẫn oxit kim loại SiC (MOSFET). Thị trường thiết bị điện dựa trên SiC đã phát triển rất nhanh trong vài năm qua; do đó, nhu cầu về vật liệu SiC chất lượng cao, không khuyết tật và đồng nhất ngày càng tăng.
Trong vài thập kỷ qua, các nhà cung cấp chất nền 4H-SIC đã có thể mở rộng đường kính wafer từ 2 inch lên 150 mm (duy trì cùng chất lượng tinh thể). Ngày nay, kích thước wafer chính cho các thiết bị SIC là 150 mm và để giảm chi phí sản xuất trên mỗi thiết bị đơn vị, một số nhà sản xuất thiết bị đang trong giai đoạn đầu của việc thiết lập FAB 200 mm. Để đạt được mục tiêu này, ngoài nhu cầu về các tấm sic 200 mm có sẵn trên thị trường, khả năng thực hiện epitaxy sic đồng đều cũng rất mong muốn. Do đó, sau khi có được chất lượng SIC 200 mM chất lượng tốt, thách thức tiếp theo sẽ là thực hiện tăng trưởng epiticular chất lượng cao trên các chất nền này. LPE đã thiết kế và xây dựng một lò phản ứng CVD hoàn toàn tự động của tường nóng tinh thể (có tên PE1O8) được trang bị hệ thống cấy ghép đa vùng có khả năng xử lý các chất nền SIC lên tới 200mm. Ở đây, chúng tôi báo cáo hiệu suất của nó trên Epitaxy 4H-SIC 150mm cũng như kết quả sơ bộ trên các epiwafer 200mm.
Kết quả và thảo luận
PE1O8 là hệ thống chuyển từ cassette sang cassette hoàn toàn tự động được thiết kế để xử lý các tấm wafer SiC có đường kính lên đến 200mm. Định dạng có thể được chuyển đổi giữa 150 và 200mm, giảm thiểu thời gian ngừng hoạt động của dụng cụ. Việc giảm các giai đoạn gia nhiệt giúp tăng năng suất, đồng thời tự động hóa giúp giảm lao động và cải thiện chất lượng cũng như độ lặp lại. Để đảm bảo quy trình epitaxy hiệu quả và cạnh tranh về chi phí, ba yếu tố chính được báo cáo: 1) quy trình nhanh, 2) độ đồng đều cao về độ dày và pha tạp, 3) giảm thiểu sự hình thành khuyết tật trong quá trình epitaxy. Trong PE1O8, khối lượng than chì nhỏ và hệ thống nạp/dỡ tự động cho phép hoàn thành quá trình chạy tiêu chuẩn trong vòng chưa đầy 75 phút (công thức điốt Schottky 10μm tiêu chuẩn sử dụng tốc độ tăng trưởng 30μm/h). Hệ thống tự động cho phép xếp/dỡ hàng ở nhiệt độ cao. Kết quả là cả thời gian làm nóng và làm mát đều ngắn, đồng thời hạn chế được bước nướng bánh. Những điều kiện lý tưởng như vậy cho phép phát triển vật liệu thực sự không pha tạp.
Sự nhỏ gọn của thiết bị và hệ thống phun ba kênh của nó tạo ra một hệ thống linh hoạt với hiệu suất cao cả về độ đồng nhất doping và độ dày. Điều này được thực hiện bằng cách sử dụng mô phỏng động lực học chất lỏng tính toán (CFD) để đảm bảo tính đồng nhất về nhiệt độ và lưu lượng khí có thể so sánh được đối với các định dạng chất nền 150 mm và 200 mm. Như được hiển thị trong Hình 1, hệ thống phun mới này cung cấp khí đồng đều ở phần trung tâm và phần bên của buồng lắng đọng. Hệ thống trộn khí cho phép thay đổi thành phần hóa học khí phân bố cục bộ, tiếp tục mở rộng số lượng các thông số quy trình có thể điều chỉnh để tối ưu hóa sự tăng trưởng epiticular.
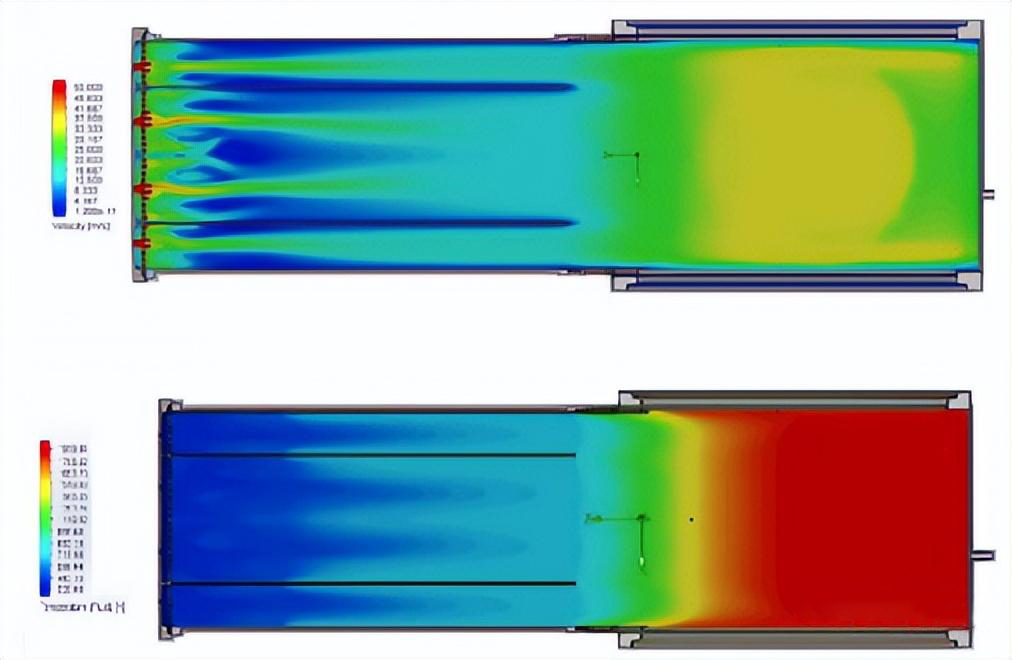
Hình 1 Độ lớn vận tốc khí mô phỏng (trên cùng) và nhiệt độ khí (dưới cùng) trong buồng xử lý PE1O8 ở một mặt phẳng nằm cách cơ chất 10 mm.
Các tính năng khác bao gồm một hệ thống xoay khí được cải thiện sử dụng thuật toán điều khiển phản hồi để làm giảm hiệu suất và đo trực tiếp tốc độ quay và một thế hệ PID mới để kiểm soát nhiệt độ. Tham số quá trình epitaxy. Một quá trình tăng trưởng epiticular 4H-SIC loại N đã được phát triển trong một buồng nguyên mẫu. Trichlorosilane và ethylene được sử dụng làm tiền chất cho các nguyên tử silicon và carbon; H2 được sử dụng làm khí mang và nitơ được sử dụng cho doping loại N. Các chất nền SIC thương mại 150mm thương mại Si và chất nền SIC cấp độ nghiên cứu 200mm đã được sử dụng để phát triển 6,5μm dày 1 × 1016cm-3 N pha tạp N-sic. Bề mặt cơ chất được khắc tại chỗ bằng cách sử dụng dòng H2 ở nhiệt độ cao. Sau bước khắc này, một lớp đệm loại N được phát triển bằng tốc độ tăng trưởng thấp và tỷ lệ C/Si thấp để chuẩn bị lớp làm mịn. Trên cùng của lớp đệm này, một lớp hoạt động có tốc độ tăng trưởng cao (30μm/h) đã được lắng đọng bằng tỷ lệ C/Si cao hơn. Quá trình phát triển sau đó được chuyển sang lò phản ứng PE1O8 được cài đặt tại cơ sở Thụy Điển của ST. Các thông số quy trình tương tự và phân phối khí đã được sử dụng cho các mẫu 150mm và 200mm. Tinh chỉnh các thông số tăng trưởng đã bị hoãn các nghiên cứu trong tương lai do số lượng chất nền 200 mm có sẵn.
Độ dày rõ ràng và hiệu suất pha tạp của các mẫu được đánh giá tương ứng bằng đầu dò FTIR và CV Mercury. Hình thái bề mặt đã được nghiên cứu bằng kính hiển vi tương phản nhiễu vi phân Nomarski (NDIC) và mật độ khiếm khuyết của các biểu đồ được đo bằng nandela. Kết quả sơ bộ. Kết quả sơ bộ về độ đồng nhất của doping và độ dày 150 mm và 200 mẫu được trồng epitaxer đặc biệt được xử lý trong buồng nguyên mẫu được thể hiện trong Hình 2. ) thấp tương ứng là 0,4% và 1,4% và các biến thể doping (trung bình) thấp tới 1,1% và 5,6%. Các giá trị pha tạp nội tại xấp xỉ 1 × 1014 cm-3.
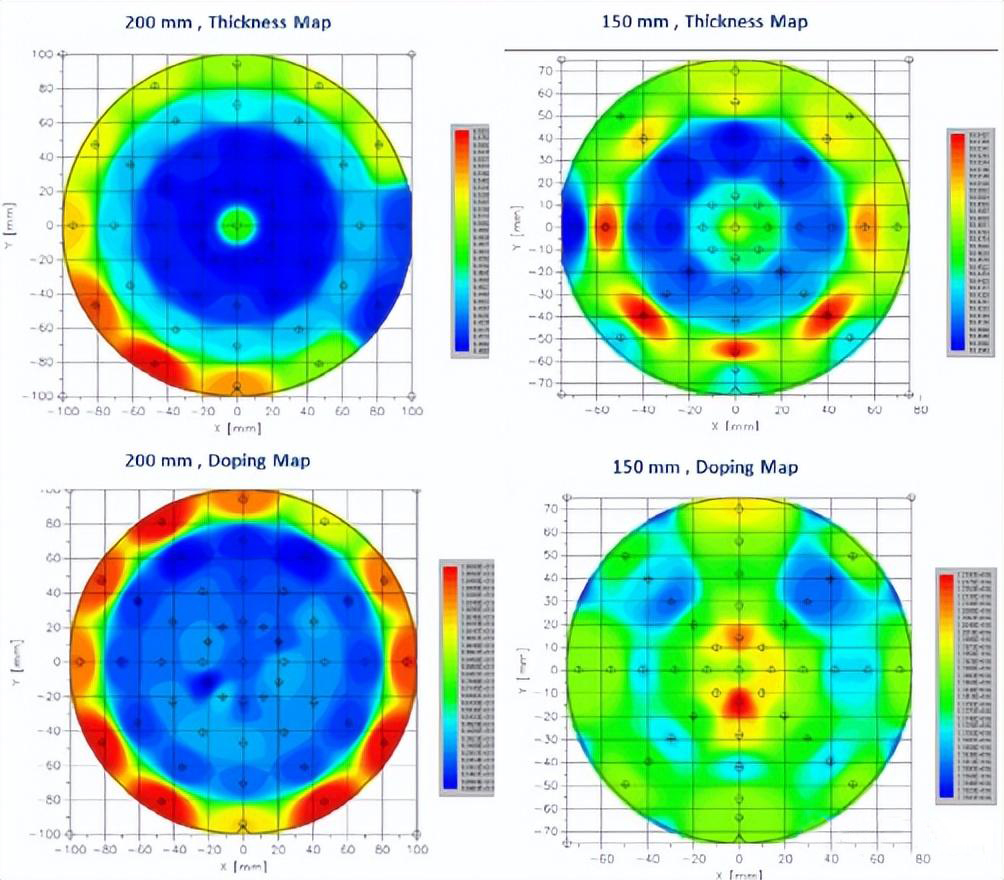
Hình 2 Độ dày và cấu hình pha tạp 200 mm và 150 mm EPIWAFAF.
Tính lặp lại của quá trình đã được nghiên cứu bằng cách so sánh các biến thể chạy đến chạy, dẫn đến các biến thể độ dày thấp tới 0,7% và các biến thể doping thấp tới 3,1%. Như được hiển thị trong Hình 3, kết quả quy trình 200mm mới có thể so sánh với các kết quả hiện đại đã thu được trước đó trên 150mm bởi lò phản ứng PE1O6.
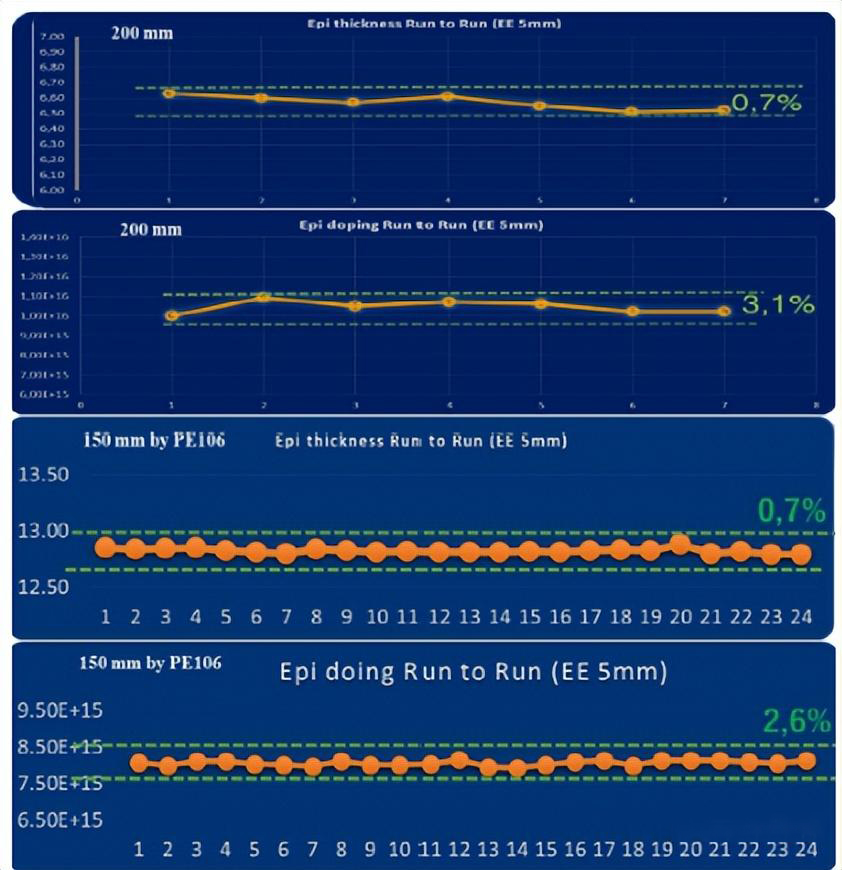
Hình 3 Độ dày từng lớp và độ đồng đều pha tạp của mẫu 200mm được xử lý bằng buồng nguyên mẫu (trên cùng) và mẫu 150mm hiện đại được chế tạo bằng PE1O6 (phía dưới).
Về hình thái bề mặt của các mẫu, kính hiển vi NDIC đã xác nhận bề mặt nhẵn với độ nhám dưới phạm vi có thể phát hiện được của kính hiển vi. Kết quả PE1O8. Quá trình này sau đó được chuyển sang lò phản ứng PE1O8. Độ dày và độ đồng đều pha tạp của các tấm epiwafer 200mm được thể hiện trong Hình 4. Các lớp epilayer phát triển đồng đều dọc theo bề mặt đế với độ dày và độ biến thiên pha tạp (σ/trung bình) thấp lần lượt là 2,1% và 3,3%.
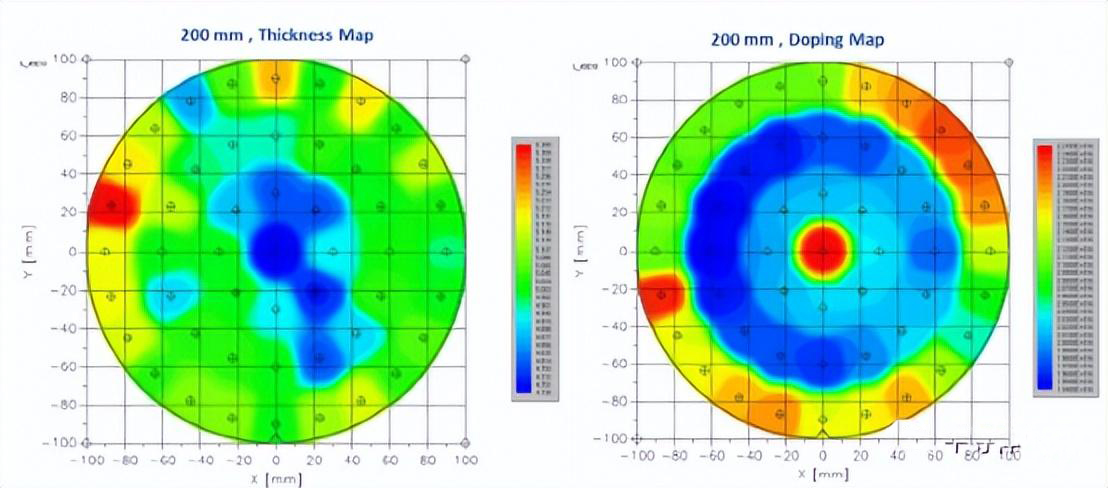
Hình 4 Độ dày và hồ sơ pha tạp của Epiwafer 200mm trong lò phản ứng PE1O8.
Để điều tra mật độ khiếm khuyết của các tấm wafer được trồng epitax, Candela đã được sử dụng. Như thể hiện trong hình. Tổng mật độ khiếm khuyết 5 thấp tới 1,43 cm-2 và 3,06 cm-2 đã đạt được trên các mẫu 150mm và 200mm, tương ứng. Do đó, tổng diện tích có sẵn (TUA) sau khi epitaxy được tính toán lần lượt là 97% và 92% cho các mẫu 150mm và 200mm. Điều đáng nói là những kết quả này chỉ đạt được sau một vài lần chạy và có thể được cải thiện hơn nữa bằng cách tinh chỉnh các tham số quy trình.
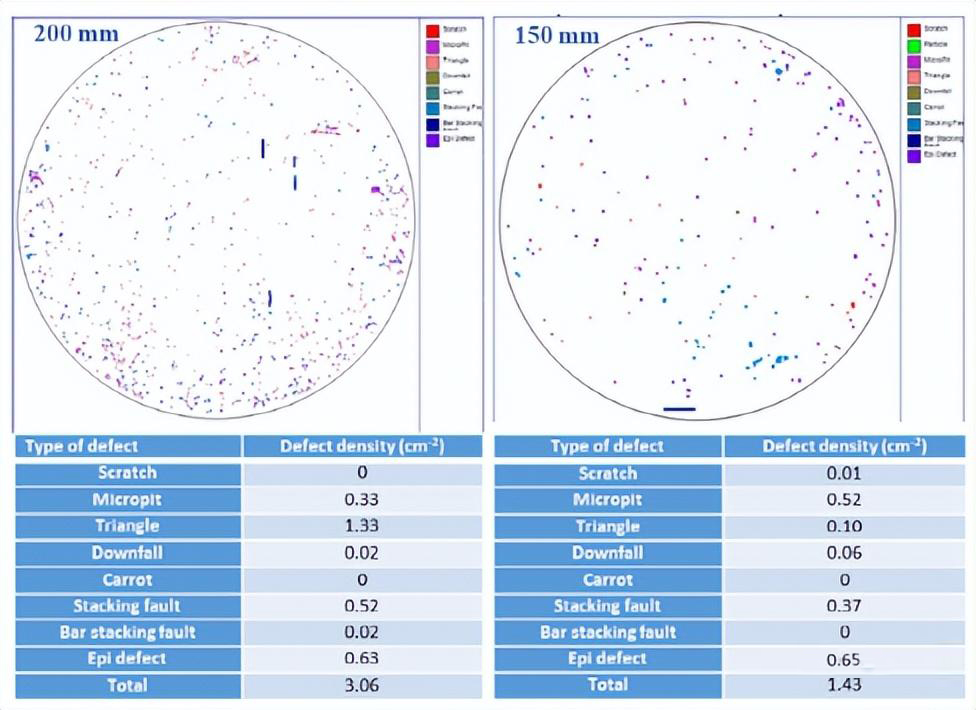
Hình 5 Bản đồ khuyết tật Candela của tấm epiwafer dày 6μm dày 200mm (trái) và 150mm (phải) được trồng bằng PE1O8.
Phần kết luận
Bài viết này trình bày lò phản ứng CVD tường nóng PE1O8 mới được thiết kế và khả năng thực hiện epitaxy 4H-SIC đồng nhất trên chất nền 200mm. Kết quả sơ bộ trên 200mm rất hứa hẹn, với các biến thể độ dày thấp tới 2,1% trên bề mặt mẫu và biến thể hiệu suất pha tạp thấp tới 3,3% trên bề mặt mẫu. TUA sau khi epitaxy được tính là 97% và 92% cho các mẫu 150mm và 200mm, và TUA cho 200mm được dự đoán sẽ cải thiện trong tương lai với chất lượng chất nền cao hơn. Xem xét rằng kết quả trên các chất nền 200mm được báo cáo ở đây dựa trên một vài bộ thử nghiệm, chúng tôi tin rằng sẽ có thể cải thiện hơn nữa kết quả, đã gần với kết quả hiện đại trên các mẫu 150mm, bởi Tinh chỉnh các thông số tăng trưởng.
+86-579-87223657
Đường Wangda, phố Ziyang, huyện Wuyi, thành phố Kim Hoa, tỉnh Chiết Giang, Trung Quốc